改修方法の一例をご紹介
施工前現状
強化コンクリートは緻密なので、塗料の密着が懸念されます。
アクリル旧塗膜も所々既存しています。
油分も、至る所にありました。
穴やクラックも点在していました。
施工工程
某精密機械製作所様
- 01
-
脱脂剤・シンナーで油分脱脂処理。
旧塗膜を剥離剤でできるだけ除去。
残った旧塗膜除去と下塗の密着向上の為ダイヤカップラーで目荒らし研磨。
エポキシ樹脂モルタル・エポキシパテ・無溶剤エポキシ鏝しごきによる不陸調整。
ダイヤカップラー目荒し研磨
- 02
-
新規コンクリート打設箇所に、浸透性プライマーを下塗。
油分が浸み込んだ箇所には、油面用プライマーをしごき下塗。
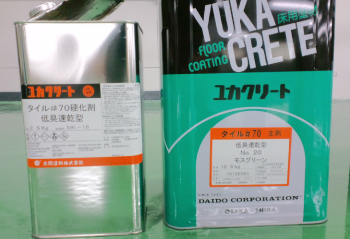
密着性に優れている、硅砂入り溶剤形エポキシプライマーを全面下塗。
ピンホール探して再度エポキシパテを充填。
2液性エポキシプライマー下塗
- 03
-
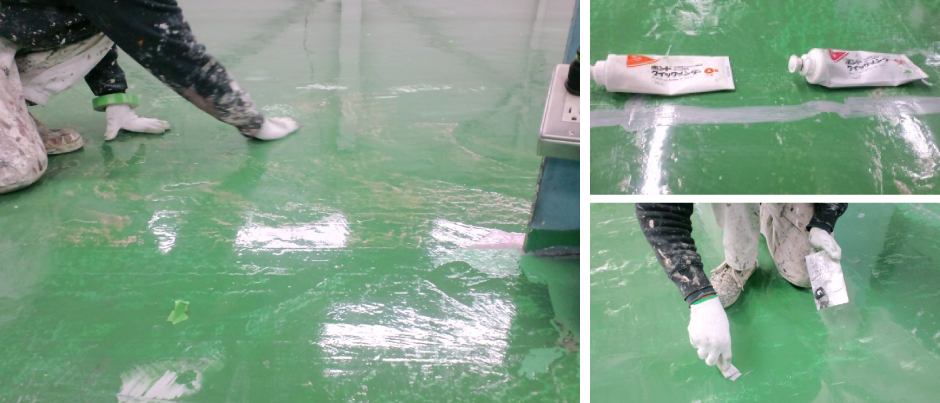
耐久性に優れている、無溶剤エポキシを流しのべローラー仕上げ。
一般的にはここまでですが、この施主様の工場は精密機械工場なので帯電防止のため、アース設置の上、さらにエポキシ系帯電防止塗料2回塗りをして仕上げとなりました。
流し展ベローラー上塗り作業中 

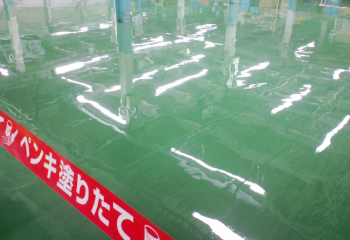
無溶剤エポキシ上塗 天井(吹付け)・内壁・鉄骨・クレーン・ガーダーも塗り替えました。
流し展ベローラー上塗り作業中
無溶剤エポキシ上塗